PLC控制柜厂家在安装设备的时候,一般采用一些装配工艺进行操作,为了方便用户了解这些工艺,下面禾邦就详细为大家介绍下,安装前后采用的工艺手法是怎样的。
1、准备工作
(1)准备已经喷涂过的电气柜、电气底板、电气面板、按钮盒及电气小配件;
(2)准备好电钻、铆钉枪、卷尺、螺丝刀、线槽切割机、导轨切割机、剥线钳、压线钳、剪刀、万用表等刀具;
(3)根据客户需求,正确选择断路器、变频器、接触器、中间继电器、变压器、互感器、PLC模块、按钮等的型号。
2、安装电气底板
(1)根据底板布置图量线槽和导轨的长度;
(2)搭在一起的两根线槽中的一根的一端应磨成45°角。
注意:线槽接口平直、严密,槽盖齐全、平整、无翘角;固定或连接线槽的螺钉或其他紧固件的端部应与线槽内表面光滑相接;线槽敷设应平直整齐,全长允许偏差为20mm;并列安装时,槽盖应便于开启,线槽出线口位置正确、光滑、无毛刺。
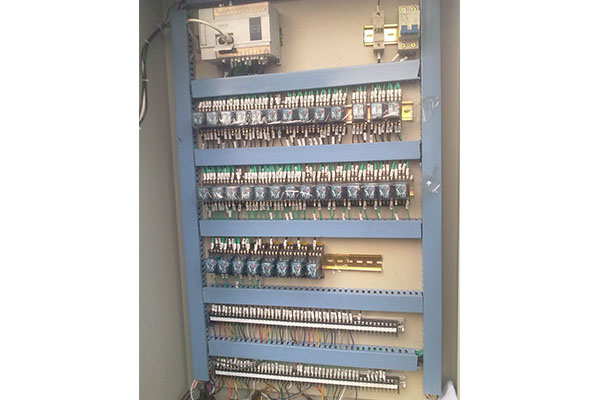
3、元器件安装工作
装配前熟知图纸及技术要求,检查产品型号、元器件型号、规格、数量等与图纸是否相符,检查元器件有无损坏。PLC控制柜厂家安装时,严格按图纸安装,元器件安装顺序从板前视,由左至右,由上至下。各种设备、电器元件、接线端子应按照图纸要求安装或粘贴该元件项目代号的标签,标签的位置选择容易观察的位置。元器件不同,安装方法也存在很大差异。一般来说,小的元器件由导轨固定,大的元器件由螺丝固定。具体要求如下:

(1)中间继电器、接触器等小型元器件固定在导轨上,元器件之间严密结合;
(2)安装断路器等大型元器件时,先用电钻打孔、攻丝,再用螺丝固定,元器件间隔5毫米;
(3)若无特殊要求,元器件安装时,保证左边对齐,距线槽20毫米;
(4)装在一起的相同元器件营高平齐;
(5)变压器等电压较高的元器件,注意留20毫米的距离;
(6)安装PLC模块时,模块和基板之间用M3*10的螺钉固定,不需要用平垫弹垫,拧紧力矩不能太大,松紧适中,以防滑牙;
(7)按照客户要求来安装。
4、正确选线
选线要根据线所在的回路来选择,具体有以下几点:
(1)主回路:一般有R相、S相、T相,一般用红、白、蓝三种颜色的型号为BVR450/750的线;
(2)交流控制回路:此回路有R相和S相,导线颜色为黄色,型号为BVR450/750的1平方毫米的线;
(3)电压电流互感器回路:此回路一般用黑色的,型号为BVR450/750的2.5mm2的线;
(4)直流回路:此回路分正极和负极,一般用蓝色的线,型号为RV300/500的1mm2的线,但PLC输入输出回路采用RE-0.5mm2的电子线;
PLC控制柜厂家在安装设备的时候,一般采用以上装配工艺开展工作,为了能充分发挥设备的作用,可以在安装完成后对设备进行测试,看其是否能正常运行。
 软件开发角度保护山东PLC变频控制柜的内部系统
软件开发角度保护山东PLC变频控制柜的内部系统
大家都知道,PLC控制系统对于 山东PLC变频控制柜 来说是很重要的,PLC控制柜的功能的实现也依靠内部系统来发挥作用,所以保护好PLC控制系统就显得相当重要,下面PLC控制柜厂家从软件开
TIME:2024-11-20
济南禾邦
统一客户咨询电话
156-1012-7579
官方网址:http://www.hosteborn.com/
联系地址:济南市历城区张马屯小学南200米